

El tratamiento térmico es un paso clave en el proceso de aplicación de la impresión 3D. Hasta ahora, independientemente de qué proceso de impresión 3D se utilice, implica varios métodos para diversos grados, como limpieza en polvo, recocido, post curado, no compatible, pulido, arenado y coloreado. El tratamiento térmico también es un paso importante en el proceso de aplicación de las piezas impresas en 3D, y puede tomar varias formas dependiendo de los resultados esperados, los materiales utilizados y la tecnología preferida.
En la fabricación aditiva, las piezas producidas se ven afectadas por diferentes temperaturas y se someten a etapas de calefacción y enfriamiento más o menos importantes que dependen del proceso de impresión seleccionado. Estas etapas tienen un impacto directo en las piezas que acumulan estrés residual. El tratamiento térmico después de la impresión es crucial, ya que no solo elimina los defectos, sino que también afecta las propiedades mecánicas de las piezas, como la resistencia a la flexión, la ductilidad e incluso la dureza final.
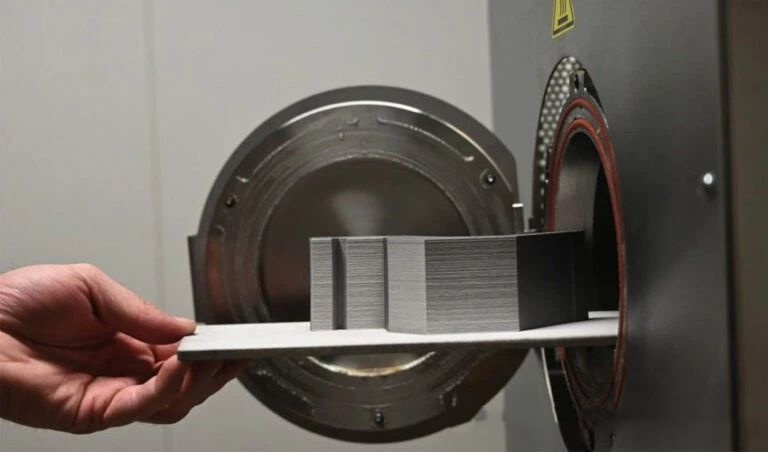
01. Sinterización
La sinterización es uno de los métodos de tratamiento térmico que se pueden usar en la fabricación aditiva, estrictamente hablando, es más un paso crítico en el proceso de fabricación en lugar de un método posterior al tratamiento. De hecho, este es un paso indispensable e importante cuando se usa pulverización adhesiva u otros métodos de impresión 3D indirectos. Al usar estos dos procesos, se pueden obtener piezas verdes que contienen aglutinantes inorgánicos u orgánicos, que actualmente se eliminan a través de métodos de desengrasamiento térmico, y luego se puede lograr la unión metalúrgica de partículas metálicas a temperaturas más altas.

El horno de sinterización es un equipo importante en este proceso, y actualmente se usan comúnmente el vacío o los hornos de sinterización de la atmósfera. El primero evita la oxidación de las piezas a altas temperaturas a través del alto vacío, mientras que el segundo evita la oxidación de las partes a través de la atmósfera reductora. Durante el proceso de sinterización, la temperatura generalmente se establece ligeramente más baja que la temperatura de fusión del material utilizado. El proceso de sinterización puede reducir la porosidad de la pieza y aumentar su dureza. Además de ser adecuado para la impresión de metales, este proceso de tratamiento térmico también es adecuado para la impresión de cerámica.
La contracción y la deformación son problemas importantes que deben abordarse en esta etapa. Durante el proceso de sinterización, la eliminación de la carpeta ocupa gradualmente el espacio vacío del material en polvo, lo que reducirá el tamaño de la parte original. En la actualidad, es común garantizar el tamaño final de las piezas al ampliar las dimensiones y simularlas, al tiempo que requiere ciertas técnicas de postprocesamiento.
02. Polymer después del curado
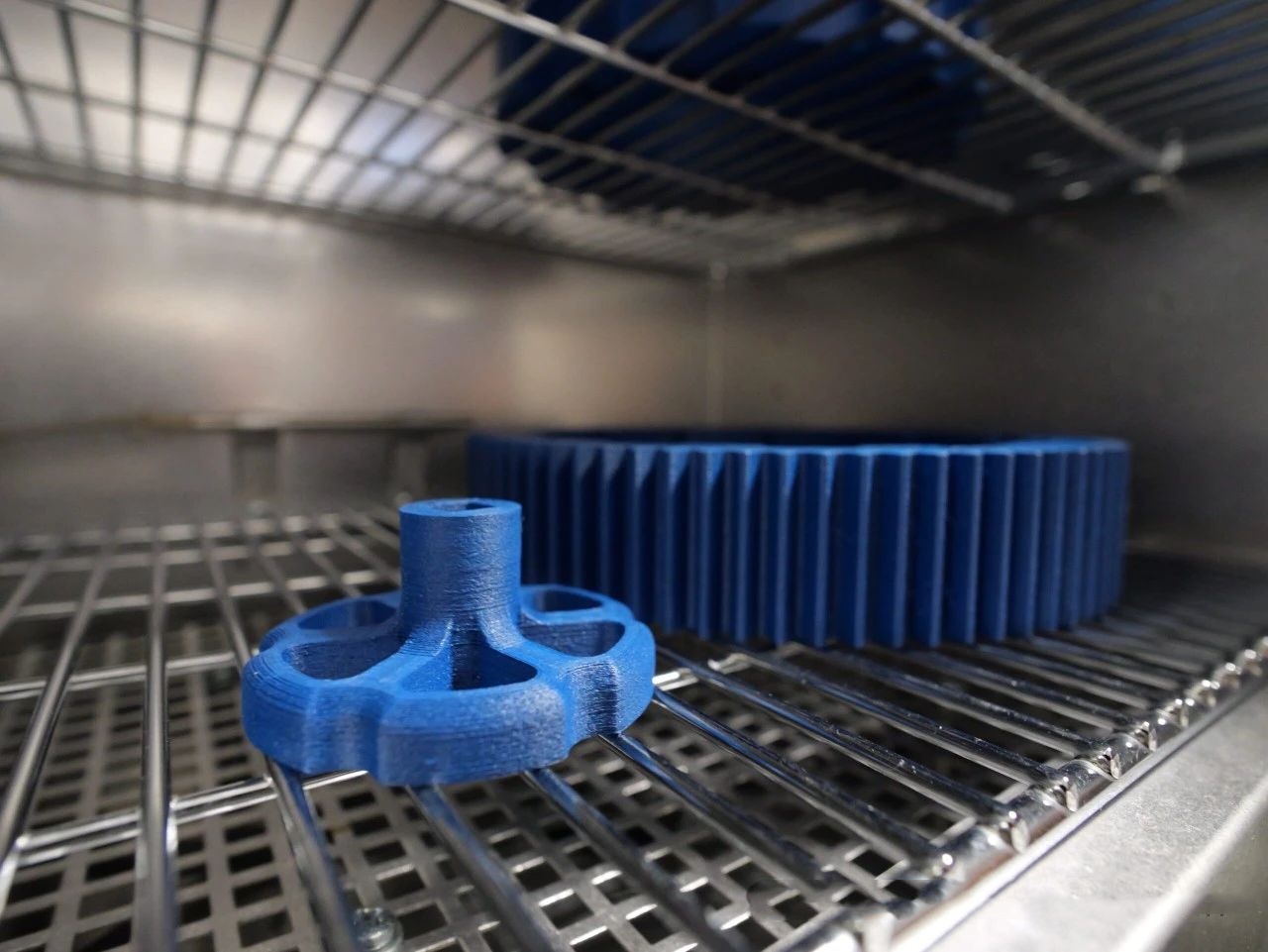
En la actualidad, la impresión 3D de fotopolímeros también requiere el curado posterior para mejorar su rendimiento final, que es una etapa de endurecimiento o curado. La resina está compuesta por varios monómeros que no están conectados juntos en estado líquido. Cuando se exponen a una fuente UV, estos monómeros idénticos se unirán para formar los componentes deseados. Sin embargo, después de la impresión, algunas áreas pueden no lograr una reticulación óptima, lo que presenta el riesgo de dañar la resistencia general del componente de impresión. Aquí es donde entra en juego el paso de endurecimiento, ya que completará completamente la reacción de reticulación.

Después de que se cree la pieza, se limpiará para eliminar el exceso de resina no fotopolimerizada. Luego, las piezas se pueden colocar en máquinas adecuadas; típicamente, los fabricantes de impresoras 3D de resina proporcionan estaciones de curado. Esta es una cámara UV que puede endurecer los componentes impresos y darles sus propiedades finales. Esto reduce su vulnerabilidad y reduce el riesgo de daño. El curado también puede arreglar el color de la resina, haciéndolo más seguro de manejar. Las partes tienen una fuerza más fuerte con el tiempo, lo cual es crucial en muchos campos.
El tipo de resina utilizada o el tamaño de las piezas afectará directamente este paso de tratamiento térmico. En la mayoría de los casos, cuanto mayor sea la parte, más tiempo se requiere el tiempo de curado.
03. Recocido en impresión 3D
Este método de tratamiento térmico expone componentes impresos en 3D a una determinada temperatura, que depende de los materiales utilizados. Después de calentar, enfríe gradualmente para aumentar su fuerza. Esta es una tecnología ampliamente utilizada para metales. Algunos plásticos también pueden sufrir este recocido, como PLA y PETG. Para otros materiales termoplásticos, como ABS, no es adecuado porque el calor a menudo causa deformación o deformación excesiva.
04. Métodos de tratamiento térmico de metal
El recocido de alivio del estrés es uno de los métodos de tratamiento térmico de uso común para la impresión 3D de metal, y el estrés residual es un producto inevitable de calentamiento y enfriamiento rápido, que es una característica inherente de la tecnología de fusión láser en lecho de polvo. Durante el proceso de recocido de estrés, el estrés interno desaparecerá o disminuirá gradualmente, acompañado de la reorganización y el refinamiento de los cristales del material. Esto puede mejorar la plasticidad, la tenacidad y la ductilidad del material, al tiempo que reduce su dureza y resistencia. Mejorando así el rendimiento general del material.
Además, el fortalecimiento del templado se puede utilizar para las piezas metálicas de impresión en 3D, que es una operación de calentar las piezas a temperaturas muy altas y enfriarlas rápidamente, lo que afectará la microestructura de las piezas; El enfriamiento generalmente requiere el uso de líquido para enfriar las piezas.

La presión isostática caliente es otro paso extremadamente importante que no se puede omitir tanto en aplicaciones aeroespaciales como médicas. La presión isostática caliente (cadera) es el proceso de colocar un producto en un contenedor sellado, aplicando la misma presión al producto en todas las direcciones y aplicar simultáneamente a alta temperatura. Bajo la acción de alta temperatura y alta presión, el producto puede ser sinterizado y densificado. A través del proceso de presión isostática caliente, se pueden eliminar defectos y se pueden mejorar la microestructura y las propiedades mecánicas.
La impresión 3D es solo un aspecto de este método de fabricación, y este punto de vista ha sido aceptado por la mayoría de los usuarios. Especialmente los pasos relacionados con el procesamiento posterior o el tratamiento térmico son cruciales en el proceso de aplicación de las piezas, que involucran equipos, temperatura y configuraciones de tiempo, que afectan directamente el rendimiento final de las piezas.
Sat Nano es uno de los mejores proveedores dePolvo de impresión 3Dy servicio de impresión 3D. Podemos ofrecer polvo de metal, polvo de aleación para la impresión 3D, si tiene alguna consulta, no dude en contactarnos en sales03@satnano.com























